Намена на материјалите за обложување
Обложувањето на надворешната површина на челичните цевки е клучно за спречување на 'рѓосување. 'Рѓосувањето на површината на челичните цевки може значително да влијае на нивната функционалност, квалитет и визуелен изглед. Оттука, процесот на обложување има значително влијание врз целокупниот квалитет на производите од челични цевки.
-
Барања за материјали за обложување
Според стандардите утврдени од Американскиот институт за нафта, челичните цевки треба да бидат отпорни на корозија најмалку три месеци. Сепак, побарувачката за подолги периоди против 'рѓа е зголемена, при што многу корисници бараат отпорност од 3 до 6 месеци во услови на складирање на отворено. Освен барањето за долготрајност, корисниците очекуваат премазите да одржуваат мазна површина, рамномерна распределба на антикорозивните средства без никакви пропусти или капки што би можеле да влијаат на визуелниот квалитет.

-
Видови материјали за обложување и нивните предности и недостатоци
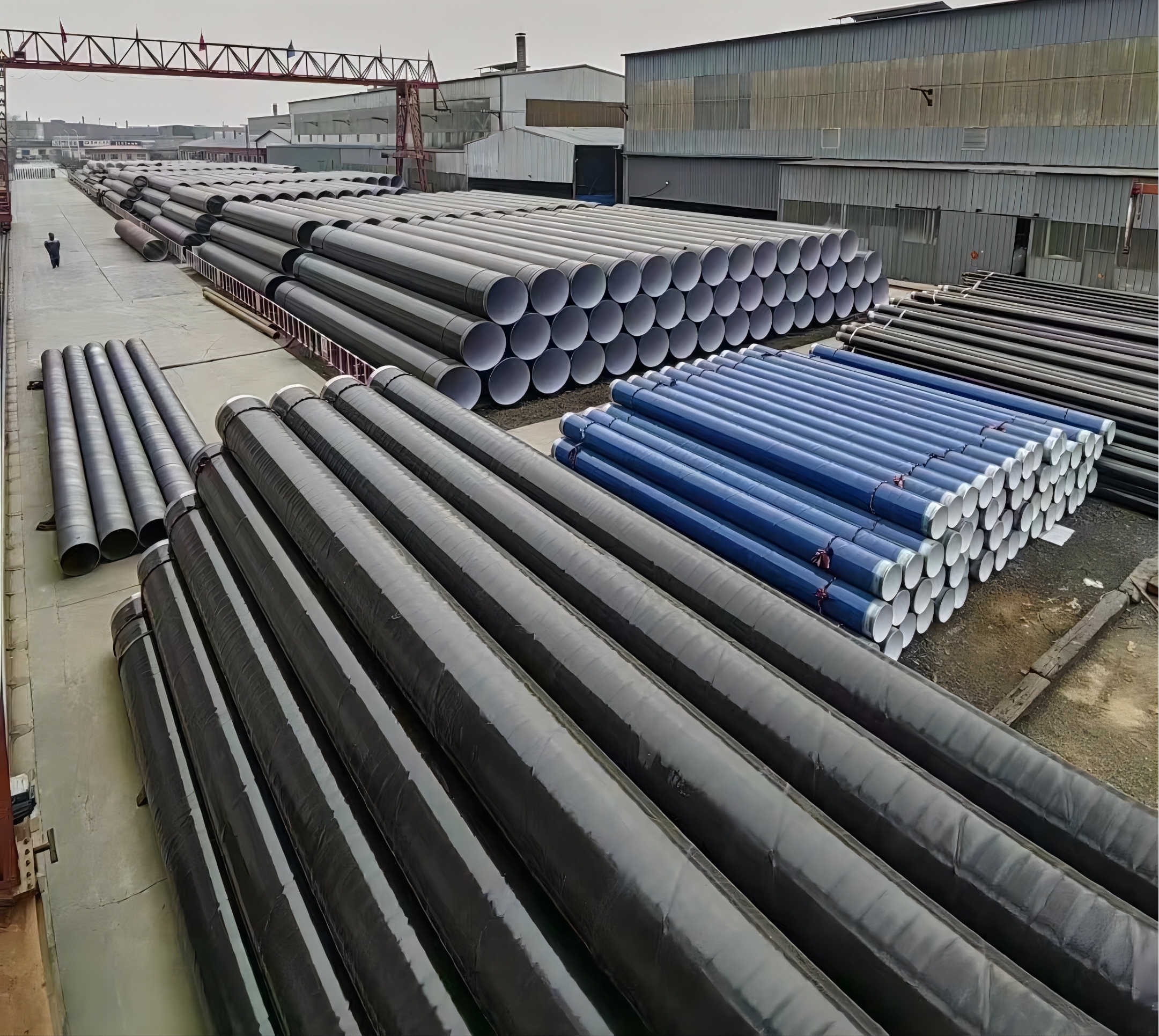
Во градските подземни цевководни мрежи,челични цевкисе користат сè повеќе за транспорт на гас, нафта, вода и друго. Облогите за овие цевки еволуирале од традиционални асфалтни материјали до материјали од полиетиленска смола и епоксидна смола. Употребата на премази од полиетиленска смола започнала во 1980-тите, а со различни примени, компонентите и процесите на обложување доживеале постепени подобрувања.
3.1 Обложување на нафтен асфалт
Премазот од нафтен асфалт, традиционален антикорозивен слој, се состои од слоеви од нафтен асфалт, зајакнати со ткаенина од фиберглас и надворешна заштитна фолија од поливинил хлорид. Нуди одлична хидроизолација, добра адхезија на различни површини и економичност. Сепак, има недостатоци, вклучувајќи подложност на температурни промени, кршливост при ниски температури и склоност кон стареење и пукање, особено во карпести услови на почва, што бара дополнителни заштитни мерки и зголемени трошоци.
3.2 Епоксиден премаз од катран од јаглен
Епоксидната смола од катран од јаглен, направена од епоксидна смола и асфалт од катран од јаглен, покажува одлична отпорност на вода и хемикалии, отпорност на корозија, добра адхезија, механичка цврстина и изолациски својства. Сепак, потребно е подолго време на стврднување по нанесувањето, што ја прави подложна на негативни ефекти од временските услови во овој период. Покрај тоа, различните состојки што се користат во овој систем за премачкување бараат специјализирано складирање, што ги зголемува трошоците.
3.3 Епоксидно прашкасто премачкување
Епоксидниот прашкаст премаз, воведен во 1960-тите, вклучува електростатско прскање на прашок врз претходно третирани и претходно загреани површини на цевки, формирајќи густ антикорозивен слој. Неговите предности вклучуваат широк температурен опсег (-60°C до 100°C), силна адхезија, добра отпорност на катодно расклопување, удар, флексибилност и оштетување на заварот. Сепак, неговиот потенок филм го прави подложен на оштетување и бара софистицирани техники и опрема за производство, што претставува предизвик при примена на терен. Иако се истакнува во многу аспекти, тој не е во согласност со полиетиленот во однос на отпорноста на топлина и целокупната заштита од корозија.
3.4 Полиетиленски антикорозивен премаз
Полиетиленот нуди одлична отпорност на удар и висока тврдост, заедно со широк температурен опсег. Тој наоѓа широка употреба во ладни региони како Русија и Западна Европа за цевководи поради неговата супериорна флексибилност и отпорност на удар, особено на ниски температури. Сепак, остануваат предизвици во неговата примена на цевки со голем дијаметар, каде што може да се појават пукања поради стрес, а навлегувањето на вода може да доведе до корозија под облогата, што бара понатамошни истражувања и подобрувања во материјалите и техниките на примена.
3.5 Тежок антикорозивен слој
Тешките антикорозивни премази обезбедуваат значително подобрена отпорност на корозија во споредба со стандардните премази. Тие покажуваат долгорочна ефикасност дури и во сурови услови, со животен век што надминува 10 до 15 години во хемиски, морски и растворувачки средини и над 5 години во кисели, алкални или солени услови. Овие премази обично имаат дебелина на сувиот филм што се движи од 200 μm до 2000 μm, обезбедувајќи супериорна заштита и издржливост. Тие се широко користени во морски конструкции, хемиска опрема, резервоари за складирање и цевководи.
-
Чести проблеми со материјалите за обложување
Чести проблеми со премазите вклучуваат нерамномерно нанесување, капење на антикорозивни средства и формирање меурчиња.
(1) Нерамномерно обложување: Нерамномерната распределба на антикорозивните средства на површината на цевката резултира со површини со прекумерна дебелина на облогата, што доведува до отпад, додека тенките или необложените површини ја намалуваат антикорозивната способност на цевката.
(2) Капење на антикорозивни средства: Овој феномен, каде што антикорозивните средства се стврднуваат како капки на површината на цевката, влијае на естетиката, а не директно влијае на отпорноста на корозија.
(3) Формирање на меурчиња: Воздухот заробен во антикорозивното средство за време на нанесувањето создава меурчиња на површината на цевката, што влијае и на изгледот и на ефикасноста на облогата.
-
Анализа на проблеми со квалитетот на облогата
Секој проблем произлегува од различни причини, е предизвикан од различни фактори; а снопот челични цевки, истакнат според квалитетот на проблемот, може да биде и комбинација од неколку. Причините за нерамномерно обложување може грубо да се поделат на два вида, првата е нерамномерна појава предизвикана од прскање откако челичната цевка ќе влезе во кутијата за обложување; втората е нерамномерна појава предизвикана од непрскање.
Причината за првиот феномен е очигледно лесна за гледање, кога опремата за премачкување е ставена во кутијата за премачкување под агол од 360° околу, вкупно 6 пиштоли (линијата за обвивка има 12 пиштоли) за прскање. Ако секој пиштол прска надвор од протокот е различен, тоа ќе доведе до нееднаква распределба на антикорозивното средство на различните површини на челичната цевка.
Втората причина е што постојат и други причини за феноменот на нерамномерно обложување, покрај факторот на прскање. Постојат многу видови фактори, како што се 'рѓа што влегува во челичната цевка, грубост, така што облогата е тешко да се распредели рамномерно; површината на челичната цевка има мерење на притисокот на водата што останува кога емулзијата, овој пат за облогата поради контакт со емулзијата, така што конзервансот е тешко да се закачи на површината на челичната цевка, така што нема облога на деловите од челичната цевка од емулзијата, што резултира со нерамномерно обложување на целата челична цевка.
(1) Причина за висечките капки од антикорозивното средство. Пресекот на челичната цевка е кружен, секој пат кога антикорозивното средство се прска врз површината на челичната цевка, антикорозивното средство во горниот дел и работ ќе се слее кон долниот дел поради факторот на гравитација, што ќе го формира феноменот на висечко капки. Добрата работа е што во производствената линија за премачкување на фабриката за челични цевки има опрема за печка, која може да го загрее и зацврсти антикорозивното средство испрскано на површината на челичната цевка со текот на времето и да ја намали флуидноста на антикорозивното средство. Меѓутоа, ако вискозитетот на антикорозивното средство не е висок; нема навремено загревање по прскањето; или температурата на загревање не е висока; млазницата не е во добра работна состојба итн., ќе доведе до висечки капки од антикорозивното средство.
(2) Причини за антикорозивно пенење. Поради влажноста на воздухот на работното место, прекумерната дисперзија на бојата, падот на температурата во процесот на дисперзија ќе предизвика појава на меурчиња од конзерванси. Влажноста на воздухот, пониските температурни услови, конзервансите испрскани од распрскуваните во ситни капки ќе доведат до пад на температурата. Водата во воздухот со поголема влажност по падот на температурата ќе кондензира и ќе формира фини капки вода измешани со конзервансот, и на крајот ќе навлезе во внатрешноста на премазот, што резултира со појава на плускавци на премазот.
Време на објавување: 15 декември 2023 година